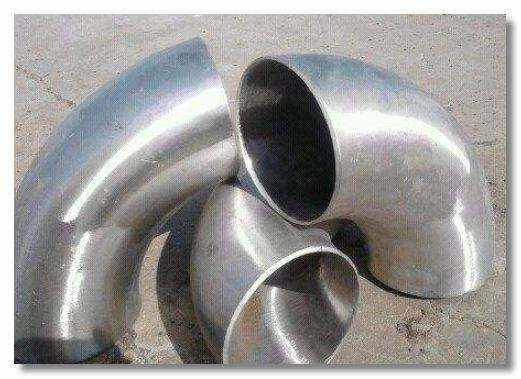
髙壓合金彎頭的做法熱推成型。熱推彎管成型加工工藝是選用專用型彎管推制機、空心樓蓋和加熱裝置,使套在磨具上的胚料在推制機的促進下往前健身運動,在健身運動中被加溫、擴徑并彎折成型的全過程。熱推彎管的形變特性是依據金屬復合材料塑性形變前后左右容積不會改變的規律性明確精軋管直徑,所選用的精軋管直徑低于彎管直徑,根據空心樓蓋操縱胚料的形變全過程,使內弧處被縮小的金屬材料流動性,賠償到因擴徑而減薄的其他位置,進而壁厚勻稱的彎管。
熱推彎管成型加工工藝具備外觀設計美觀大方、壁厚勻稱和持續工作,適合批量生產的特性,因此變成碳素鋼、碳素鋼彎管的關鍵成型方式 ,并也運用在一些規格型號的不銹鋼彎頭的成型中。
成型全過程的加溫方法有高頻或高頻率電磁感應加熱(電熱圈能為單珠或單圈)、火苗加溫和反射爐加溫,選用哪種加溫方法視成型商品規定和電力能源狀況決策。
沖壓模具成型彎管是早運用于大批量生產無縫彎頭的成型加工工藝,在常見規格型號的彎管生產制造中已被熱揉法或其他成型加工工藝所取代,但在一些規格型號的彎管因其生產制造總數少、壁厚過厚或過薄。
在沖壓模具前,精軋管擺在上模上,將內芯及端模裝進精軋管,下模往下健身運動剛開始抑制,根據外國模特的管束和芯模的支撐點功效使彎管成型。
與熱推加工工藝對比,沖壓模具成型的外型品質比不上前面一種;沖壓彎頭在成型時外弧處在拉申情況,沒有其他位置不必要的金屬材料開展賠償,因此外弧處的厚度約減薄%上下。但因為適用散件生產制造和成本低的特性,故沖壓彎頭加工工藝多用以批量生產、薄壁彎管的生產制造。
合金彎頭中鉻希土硼耐磨損鋁合金、強度可依據不一樣工作狀況規定,鉻莫氏硬度可操縱在HRC-范疇內,而且具備較高的延展性合金彎頭管材。
合金彎頭因為復合型耐磨管內、表層的線膨脹系數非常,針對有高寬比大幅度轉變和常常轉變的工作狀況場所,不容易出現里層破裂,產生初期無效的狀況。

合金彎頭因為Rα滲碳體的構成和結構特點,及其熱處理回火成分Cr的常規有極強的耐高溫、耐腐蝕性能,再添加Mo使其在高溫或浸蝕自然環境下顯示信息出了優良的耐腐蝕、耐磨性,添加量的希土,促使鋁合金內部構造密實度,表層產生一層防護膜,避免碳的外滲。
冶金工業、電力企業運輸粉煤、脫硫石膏、沙漿、石灰粉熟石膏漿體等每一年必須耗費很多的金屬材料管路。選用陶瓷復合管替代別的管路,具備超耐磨、長壽命、安裝便捷、經濟收益明顯之特性。
礦山開采:礦山開采填充、精礦粉和尾礦庫運輸對管路的損壞比較嚴重,過去選用的礦渣微粉運輸管路如攀枝花市、大冶礦等使用期不上一年,改成該管可使使用壽命提升倍上下。
煤碳:選礦及遠距離管路輸煤廣泛選用濕式運輸,規定輸送管道既耐磨損又耐腐蝕,選用該管可做為長命輸送管道,經濟收益豐厚。
上一篇: 高壓彎頭加工工藝及生產加工方式
Copyright ? 2019-2020 河北鹽浩彎頭生產廠家 版權所有 ICP備案號:冀ICP備2020029558號-4
河北鹽浩彎頭管件生產廠家主營:沖壓彎頭、焊接彎頭、無縫彎頭、彎頭廠家等各種類型的管件相關配件,規格齊全,價格優惠,歡迎選購。
地址:河北省滄州市鹽山縣 電話:15373317776
地址:河北省滄州市鹽山縣
電話:15373317776
企業郵箱:953635250@qq.com 業務QQ:953635250